




Korkeampi tarkkuus ja tarkkuus th Laserhitsauskone
Miten korkean energiakästeen ja säteen painopisteen avulla voidaan hitsauttaa mikroni-tasolla
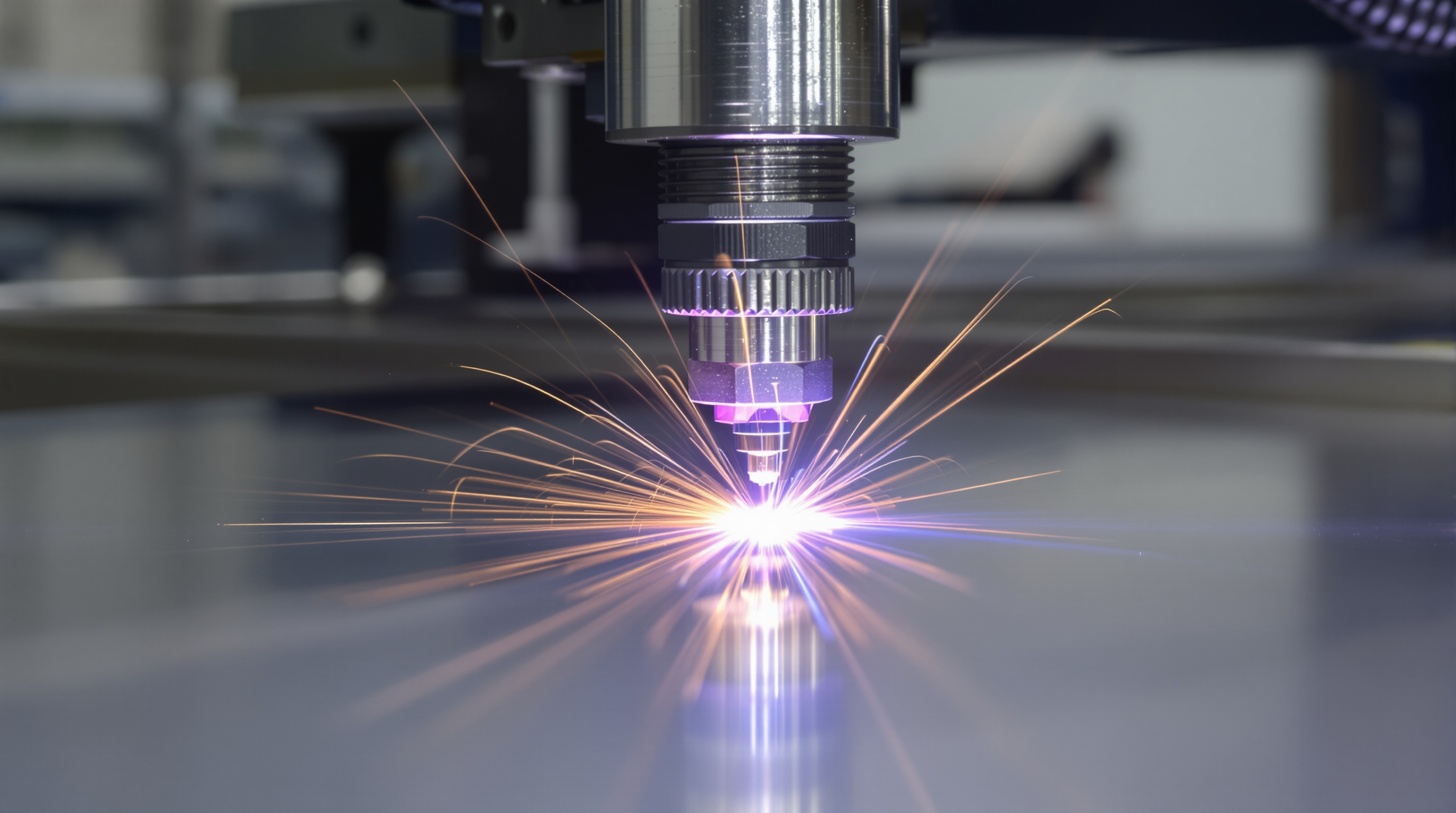
Laserhitsauslaitteet pääsevät mikronitasolle - keskittämällä energiaa ja hallitsemalla säteen kohdetta. Nämä koneet keskittävät laservalon pienempiin pisteisiin, jotka ovat alle 0,1 mm leveitä. Ne tuottavat erittäin voimakasta lämpöä juuri siihen paikkaan, johon tarvitaan. Mitä siitä seurasi? Hitsaukset, jotka istuvat juuri siinä missä niiden pitäisi, yleensä noin 5 mikronin säteellä kohteesta. Toisin kuin perinteinen kaarihitsaus, jossa materiaalit usein kaaduvat epätasaisen lämmityksen vuoksi, laserit antavat käyttäjille mahdollisuuden määrittää juuri oikean määrän lämpöä jokaiseen pisteeseen. Koska fyysistä kosketusta ei ole, nämä järjestelmät voivat säilyttää oikeanlaisen läpimurron syvyyden - vaikka työskentelevät monimutkaisissa muodoissa. Lopputuloksella on yleensä paljon puhtaampia ompeleita, joten tehtailla ei ole paljon aikaa kuormituksen jälkeen.
Sovellukset suurentoleranssialan teollisuudessa: autoteollisuus, ilmailu- ja lääkinnälliset laitteet
Laserhitsaus tuo uskomattoman tarkkuuden, jota monet teollisuudenalojen yritykset eivät voi elää ilman, kun tehdään osia, joiden on toimittava aina oikein. Autovalmistajat käyttävät tätä teknologiaa kaikkialla, erityisesti pienen polttoainesiirtolaskentajien, jotka kestävät yli 200 baarin paineita ilman, että edes yksi pisara vuotaa. Ilmassa lentokoneinsinöörit käyttävät lasereita kun kiinnittävät turbiinilevyjä, koska pienikin poikkeama täydellisistä hitsauksista merkitsee. Lääkärilaitteiden valmistajille laserhitsaus on kirjaimellisesti elonpelaaja. He tarvitsevat sydäntapahdutuslaitteet, jotka on suljettu täysin tiukasti nesteiden varalle, ja leikkausvälineet yhdistetty yhteen ilman riskiä, että hiukkaset pääsevät irti jonkun sisällä leikkausten aikana. Se, mikä kuitenkin todella erottuu, on se, kuinka luotettava tämä menetelmä on, - joka pysyy erästä erää jälkeen, ja juuri siksi useimmat valmistajat kertovat, että ISO 13485:n ja AS9100:n vaatimukset eivät ole vain mukavia.
Strategia: Integrointi Laserhitsaus kriittisiin komponentteihin, joissa vaaditaan tiukkoja toleransseja
Lasersuodatin oikeanlaatuinen tarkkuustyö edellyttää, että löydät sopivan pisteen kaikkien parametrien kanssa. Useimmat ihmiset aloittavat tekemällä ensin tuhoisia testejä näyteliitoksilla, mikä auttaa selvittämään mikä toimii parhaiten virran keston suhteen yleensä jossain välillä 1 ja 20 millisekuntia pulssiaikaa ja mihin täsmennetään säteellä. Todellisen tuotannon aikana myös näyttöjärjestelmien, jotka voivat seurata ompeita reaaliajassa, on todella tärkeää. Nämä järjestelmät tarvitsevat vähintään 10 mikrometrin resoluution - saadakseen selville ongelmat tapahtumassa. Kun työskentelee ne monimutkaiset kupari-alumiiniliitokset, joita esiintyy niin usein sähköautojen akkupaketeissa, tarvitaan erityisiä säteen värähtelykuvioita hallitsemaan intermetallien yhdisteiden muodostumista. Ja älkäämme unohtako automaattisia kiinnitysvälineitä, joissa on voiman palautusmekanismit. Tällainen asennus pitää osat johdonmukaisesti linjassa tuotantokäynnin aikana, pysyen tiukassa suvaitsevaisuuden alueella alle 25 mikrometrin vaihtelun välillä alusta loppuun.
Lämpöilmiöalueen minimointi ja vääristymisen vähentäminen
Miksi laserhitsauksella tuotetaan pienempää HAZ-aineistoa kuin MIG/TIG-menetelmillä
Laseerin käyttö on pienempää kuin MIG- tai TIG-tekniikoissa, koska laserit keskittävät energiansa niin tiukasti mikronissa mitattuihin säteisiin. Perinteinen kaarihitsaus levittää lämpöä suuremmille pinnoille, mikä voi tehdä HAZ:n noin kolminkertaiseksi. Laserlaitteet keskittävät lämpöä juuri siihen paikkaan, johon se tarvitaan, ja vähentävät sieltä läheltä tapahtuvia haittavaikutuksia. Tutkimukset osoittavat, että tämä kohdennettu lähestymistapa vähentää HAZ-koosta 60-90 prosenttia testin aikana otettujen lämpökuvien perusteella. Materiaalit säilyttävät alkuperäiset ominaisuutensa paremmin. Ne ärsyttävät hiutaleen muutokset, joita tapahtuu säännöllisessä hitsauksessa, eivät vain tapahdu niin usein.
Pienimuotoisten metallien ja herkkiä kokoonpanoja koskevien vääristymisten estäminen
Laserhitsauksessa lämmön vaikutusta kohtaa paljon pienempi alue kuin perinteisillä menetelmillä, mikä auttaa estämään kaventumisen ongelmat alle 1 mm paksuisilla erittäin ohuilla metalleilla. Tämä on tärkeää niin herkille elektroniikkalaitteille kuin lääketieteellisille implantteille, joissa pienetkin vääristymät voivat olla ongelmallisia. Laserit keskittävät energiansa pienille alueille, mikä estää MIG- tai TIG-hitsauksen aiheuttamat lämpölaajennukset. Jotkut ilmailuyhtiöt ovat vähentäneet 75 prosenttia tiitanin osia kiinnittämistä laserteknologiaan siirtyessään. Se on järkevää, koska ohjattu lämmitys pitää kaiken vakaana ja samalla luovat vahvoja niveltä, jotka kestävät hyvin.
Käytä pulssitasoisia aaltomuotoja lämpöherkkiin sovelluksiin, jolloin mahdollistetaan pulssitasoinen jäähdytys. Käytettävä säteen värähtelyä energian tasaisen jakamisen varmistamiseksi ja aina suoritettava testihitsauksia lämpökappaleiden seurannan avulla lämpöprofiilien vahvistamiseksi ennen täysimittaista tuotantoa.
Nopeampi hitsausnopeus ja suurempi tuotantokapasiteetti
Laserhitsauskoneet tuottavat verrattoman nopean tuotannon perinteisiin menetelmiin verrattuna, mikä muuttaa valmistuksen tehokkuutta. Kun nämä järjestelmät keskittävät korkean energian säteitä, jotka sulaavat ja sulauttavat materiaaleja välittömästi, ne poistavat kaariprosesseissa esiintyvät hitaammat lämmitysjaksoja. Tämä perustavanlaatuinen etu mahdollistaa valmistajien saavuttaa tavanomaisella hitsauslaitteilla aikaisemmin saavuttamaton läpimitta.
Laser vs. perinteinen hitsutus: nopeuden edut suurvalmisteilla
Nykyaikaisissa auto- ja ilmailuliikenteessä laserhitsaus voi olla noin neljä-viisi kertaa nopeampaa kuin vanhat MIG/TIG-tekniikat, - teollisuuden raporttien mukaan vuonna 2025. Tämä menetelmä on niin houkutteleva, koska sen ei tarvitse vaihtaa elektrodeja tai säätää täytemateriaaleja, joten koneet voivat toimia keskeytyksettä. Valmistajien, jotka tekevät valtavasti tuotantoa, erityisesti sähköautojen akkula-alustojen valmistuksessa, välillä on yö ja päivä. Yksittäinen laserlaite voi hitsata satoja ompeleita tunnissa, kun taas perinteiset kaupat tarvitsevat useita eri asemia vain pysyäksensä samanlaisten tuotantotason kanssa.
Käsitteen tehokkuuden edistäminen pulssin ja jatkuvan aallon käytön avulla
Toiminnanharjoittajat maksimoivat läpimäärän valitsemalla optimaaliset energian toimitusmuodot:
- Pulssitilanne antaa kontrolloituja, välittömät energianpurkaukset herkkiin elektroniikan liittoihin
-
Jatkuva aaltotila ylläpitää keskeytymätöntä tehoa rakenteellisten osien syvän läpimurron hitsauksille
Nykyaikaiset kuitulaserit (voima 10 kW) mahdollistavat reaaliaikaisen vaihdon eri toimintojen välillä, mikä vähentää prosessin vaihtamis-aikaa 30% ja säilyttää hitsauksen eheyden eri materiaalipaksuuksissa.
Tapaustutkimus: Teollisuuden valmistuslinjan tuotannon 40% lisääminen
Eräs laivanrakentaja käytti dynamisia lasersäde-teknologiaa vedenalaisen kaaren hitsastuksen korvaamiseksi. Optimoimalla kohde- ja tehoparametreja he saivat aikaan:
| Metrinen | Parannus |
|---|---|
| Hitsausnopeus | +40% |
| Energiankulutus | -60% |
| Täytteen käyttö | -90% |
| Tämä teollisuusmuutos osoittaa, miten laserjärjestelmät mahdollistavat skaalautuvan tuotannon kasvun vähentämällä samalla laatuvaatimuksia. Teknologian vähimmäisvaatimukset jälkikäyttöön nopeuttivat edelleen komponenttien läpimittausta poistamalla jauhamisen ja uudelleenkäsittelyn vaiheet. |
Lisää monipuolisuutta eri ja kehittyneiden metallien hitsastamisessa
Vaikeiden materiaaliyhdistelmien yhdistäminen: ruostumaton teräs alumiinille
Laserhitsaustekniikka on murtanut vanhat rajat - kun se tulee yhdistämään metalleja, jotka eivät ennen olleet sopusoinnussa. Frontiers in Physics -lehdessä julkaistu tutkimus osoittaa, että kuitulaserit voivat hitsata ruostumatonta terästä alumiiniin noin 95% tehokkuudella. Se on melko vaikuttavaa, kun otetaan huomioon, että tämä metallikomposiitti hajosi koko ajan normaaleilla kaarihitsausmenetelmillä. Salaisuus on siinä, että laser-aallonpituuksia voidaan muuttaa erityisesti kunkin materiaalityypin mukaan. Alumiini tarvitsee noin 1 mikrometrin aallonpituuden, koska se heijastaa valoa niin paljon, kun taas teräs toimii paremmin 10,6 mikrometrin pitkän aallonpituuden kanssa. Lisäksi energian välittäminen estää metallien välisten yhdisteiden muodostumisen. Laivanrakentajat hyödyntävät jo tätä kehitystä rakentaakseen ruostumiskestävämpiä ja lähes 18 prosenttia vähemmän painavia runkoja kuin perinteiset tekniikat.
Aallonpituuden ja tehon säätäminen optimaalisen materiaaliyhteensopivuuden varmistamiseksi
| Parametrit | Vaikutus aineellisen yhteensopivuuden | Teollinen käyttöesimerkki |
|---|---|---|
| Lyhyt aallonpituus (1 μm) | Alumiinilevyjen heijastuksen vähentäminen | Sähköautojen akkualustan hitsastus |
| Korkean tehon (4 kW+) | - 12 mm:n tunkeutuminen. | Lentoliikenteen moottoreiden osien valmistus |
| Laser-parametrien mukauttaminen mahdollistaa valmistajien käsittelemisen ainutlaatuisista materiaalikäyttäytymisistä. Esimerkiksi tehon tiheyden vähentäminen 103 W/cm2 estää polttamisen 0,5 mm:n kuparilaatoissa, kun taas 500 Hz:n pulssitaso poistaa magnesiumisuonten huokoisuuden. |
Lämpölaajennuksen epäsopivuuden voittaminen hybridilaser-arkitekniikoilla
Kun on kyse eri metallien yhdistämistä, hybridilaser-kaarihitsaus tarjoaa jotain erityistä. Se hyödyntää laserien pientä lämpöannosta noin 140 joulia millimetriä kohti hyödyntämällä samalla kaarihitsauksen kykyä kattaa aukot. Tämä yhdistelmä auttaa ratkaisemaan kiusallisen kysymyksen kuparin ja teräksen lämpölaajentumisen erosta, joka voi olla noin 0,3 mm mm:tä kohti. Useissa voimalaitoksissa tehtyjen kenttätesteissä on havaittu, että tämän menetelmän avulla voidaan vähentää hitsauksen jälkeen tehtävää lisätyötä noin 60 prosentilla. Tämä tekniikka on erityisen vaikuttava, koska se vaihtaa energialähteet nopeasti - vain 0,1 sekuntia - viime vuonna Scientific Reports -lehdessä julkaistun tutkimuksen mukaan. Tämä nopea muutos mahdollistaa sen, että insinöörit voi lasia jäähdytysliuoksia ydinreaktorissa jatkuvasti, vaikka nämä komponentit joutuvat kulkemaan tuhansia lämpökiertoja käyttöiän aikana.
Pitkän aikavälin kustannustehokkuus ja skaalautuvuus älykäs valmistus
Alkuinvestoinnin tasapaino automaatiosta ja pienemmistä työvoimakustannuksista saatavan tuoton kanssa
Laserhitsauskoneet ovat varsin kalliita aluksi verrattuna vanhoihin laitteisiin, mutta automaation ja alhaisemman työvoiman ansiosta yritykset säästävät rahaa ajan myötä. Automaattiset järjestelmät vähentävät työvoimaa ja lisäävät tuotannon määrää päivittäin. Tehtaat voivat siirtää työntekijöitään töihin, jotka ovat tärkeämpiä liiketoiminnan kasvun kannalta. Joidenkin tehtaan järjestelmien päivittämisestä tehtyjen tutkimusten mukaan älykkään teknologian käyttöönotto helpottaa työnkulkua ja vähentää käyttökustannuksia tuotteen laadun uhraamatta. Useimmat yritykset saavat investointinsa takaisin kahden tai kolmen vuoden kuluessa, koska he käyttävät vähemmän henkilöstöä ja heittävät vähemmän materiaalia hukkaan. Tämä on järkevää erityisesti paikoissa, joissa tuotteet tuotetaan suurina määriä, joissa pienet säästöjä käytetään nopeasti.
Työpaikalla voidaan parantaa turvallisuutta vähentämällä savupäästöjä, säteilyä ja käsin tapahtuvaa toimintaa
Laserhitsauslaitteet tekevät tehtaan lattiasta paljon turvallisemman työntekijöille, koska ne tuottavat noin 70 prosenttia vähemmän savua ja vähentävät säteilyn vaaroja verrattuna perinteisiin kaarihitsaustekniikoihin. Nykyaikaiset laserjärjestelmät on suunniteltu sellaisilla koteloilla, jotka pitävät kaiken sisällä juottamisen aikana, joten käyttäjät eivät enää hengitä kaikkia niitä haitallisia hiukkasia tai tuijotta suoraan sokaiseviin valoihin. Automaattiset ominaisuudet vähentävät suoraa kosketusta polttaville materiaaleille ja elektrodeille, mikä vähentää palovammavaaraa, käsien ja ranteiden ongelmia jatkuvasta toistamisesta ja sähköiskuvaaraa. Tehtaiden, jotka omaksuvat tämän teknologian, raportti parantaa turvallisuutta yleisesti, sekä säästää rahaa onnettomuuksiin liittyviin kuluihin, sakkoja sääntöjen noudattamatta jättämisestä ja vakuutusmaksut loukkaantuneille työntekijöille.
Lasersuodatin integrointi teollisuuteen 4.0 ja automaattisiin tuotantolinjoihin
Laserhitsaustekniikalla on keskeinen rooli teollisuuden 4.0 toteuttamisessa tehtailla, erityisesti jos sitä yhdistetään älykkäisiin IoT-tuotantojärjestelmiin. Nykyaikaiset laserhitsaajat lähettävät tietoja suoraan keskusohjauspaneeleihin, mikä auttaa tehtaita ennakoimaan laitteiden vikaantumiset ennen niiden syntymistä, tarkkailee tuotteen laatua ja antaa toimijoille mahdollisuuden muuttaa prosesseja tarvittaessa. Tehtaat raportoivat noin 30-40 prosentin vähenemistä odottamattomissa sulkemisissa tämän yhteyden ansiosta, ja lisäksi he voivat kasvattaa tuotannonsa yksinkertaisesti lisäämällä enemmän modulaarisia automaatioyksiköitä tarvittaessa. Laserhitsauksen erottaminen on se, miten hyvin se toimii robottivarusteiden ja kuljetusjärjestelmien kanssa, ja sen ansiosta valmistusjärjestelmiä voidaan nopeasti säätää vaihdettaessa eri tuotteita tai tuotantokäyttöä. Tämä joustavuus säästää rahaa ja aikaa tuotemuutosten aikana.
Usein kysytyt kysymykset
Mikä on laserhitsaus, ja miten se toimii?
Laserhitsaus on prosessi, jossa materiaalit liitetään yhdessä lasersäteen avulla. Laser tarjoaa tiivistettyä lämmönlähteä, joka sulattaa materiaalin pienellä ja tarkalla alueella, jolloin voidaan tehdä erittäin tarkkoja hitsutuksia.
Mitkä teollisuudenalojen hyödyt laserteknologiasta?
Autovalmistajat, ilmailualan ja lääkinnällisten laitteiden valmistajat hyötyvät merkittävästi laserhitsauksesta sen tarkkuuden ja johdonmukaisuuden vuoksi, jotka ovat kriittisiä korkean toleranssin komponentteille.
Mikä on lämmön vaikutustava vyöhykke (HAZ) hitsauksessa?
Lämpöilmiöalue on materialin alue, joka muuttuu hitsausprosessin seurauksena. Laserhitsauksessa on pienempi HAZ kuin tavanomaisissa hitsatustavoissa, mikä minimoi vääristymisen.
Miten laserhitsaus parantaa tuotannon tehokkuutta?
Laserhitsaus lisää tuotantokykyään mahdollistamalla nopeamman hitsauksen ja vähentämällä hitsauksen jälkeisen käsittelyn tarvetta, mikä johtaa suurempaan suorituskykyyn ja vähemmän pysähtymisaikoihin.
Voidaanko laserhitsauskoneet integroida automaattisiin tuotantolinjoihin?
Kyllä, laserhitsauslaitteet ovat erittäin yhteensopivia automaattisten tuotantolinjojen ja teollisuus 4.0 -järjestelmien kanssa, mikä helpottaa datapohjaista valmistusta ja tehokasta prosessinhallintaa.

