




Üstün hassasiyet ve doğruluk th Lazer Kaynak Makinesi
Yüksek Enerji yoğunluğu ve ışın odaklamanın Mikron Seviye kaynak yapmayı nasıl mümkün kıldığını
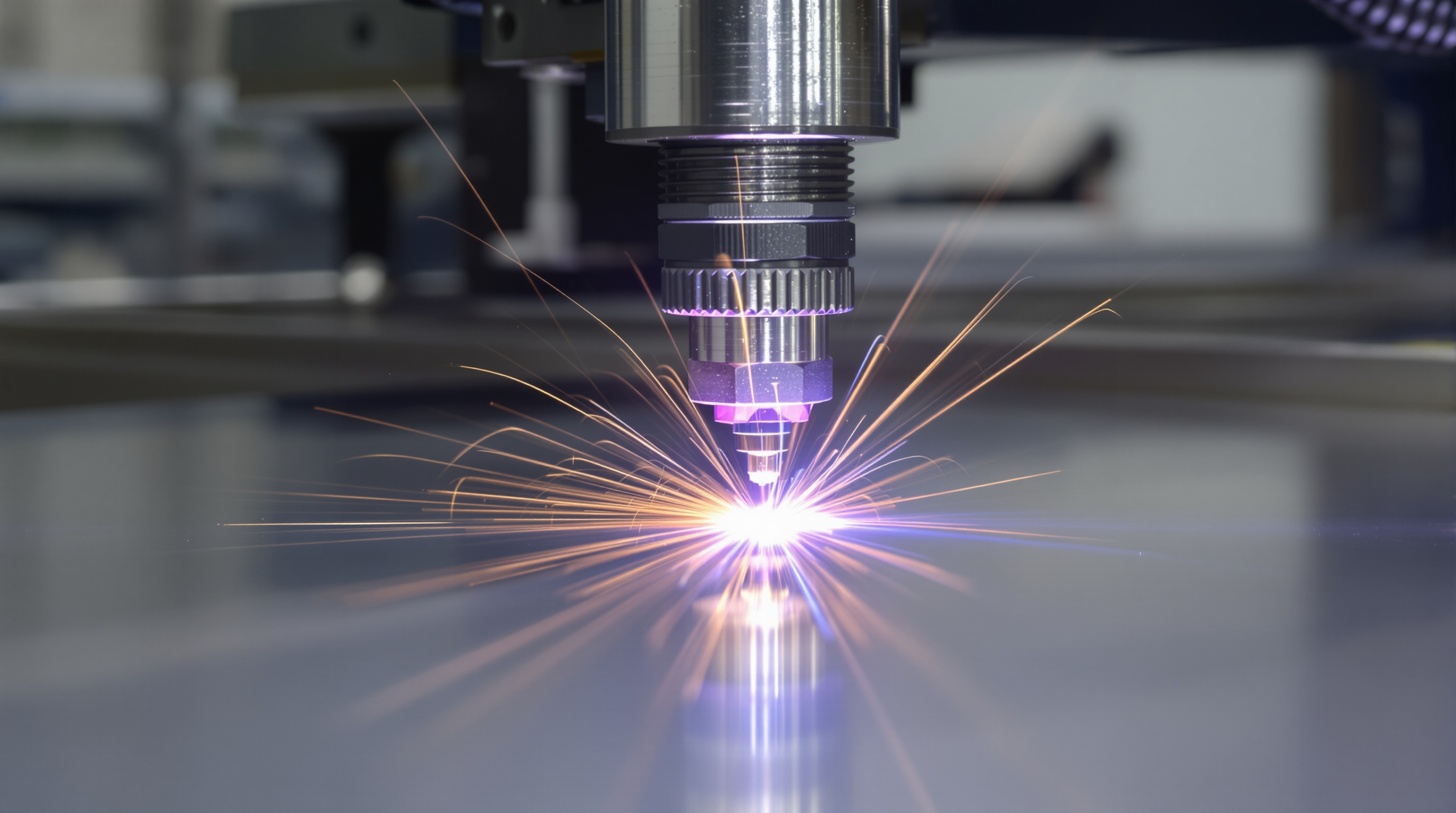
Lazer kaynak ekipmanları enerjiyi yoğunlaştırıp ışınların nereye çarptığını kontrol etmeleri sayesinde mikron seviyesine kadar ulaşır. Bu makineler aslında lazer ışığını çapı 0.1 mm'den küçük noktalara odaklar, yani ihtiyaç duyulan yere çok yoğun ısı verirler. Sonuç ne oldu? Tam olarak olması gereken yerde oturan kaynaklar, genellikle hedefin yaklaşık 5 mikron civarında. Geleneksel ark kaynakının aksine, lazerler, her noktaya doğru miktarda ısı girmesine izin verir. Ve fiziksel temas olmadığı için, bu sistemler karmaşık şekiller üzerinde çalışırken bile uygun bir nüfuz derinliğini koruyabilir. Son ürün de daha temiz dikişlere sahiptir, bu nedenle fabrikalar kaynaktan sonra temizlik işlerinde daha az zaman harcar.
Yüksek Toleranslı Sanayilerde Uygulamalar: Otomotiv, Havacılık ve Tıbbi Cihazlar
Lazer kaynak, her zaman doğru çalışması gereken parçaları üretirken birçok endüstrinin yapamayacağı inanılmaz bir hassasiyet seviyesini getirir. Otomobil şirketleri bu teknolojiyi her yerde kullanıyor, özellikle de 200 bar'dan fazla basınca dayanması gereken küçük yakıt enjeksiyonları için tek bir damla bile sızmadan. Gökyüzünde, uçak mühendisleri, türbin kanatlarını tamir ederken lazerlere başvuruyor çünkü mükemmel kaynaklardan en küçük sapma bile önemli. Burada, her şeyi 0,05 mm'lik bir saç genişliği toleransı içinde tutmaktan bahsediyoruz. Tıbbi ekipman üreticileri için lazer kaynaklama, neredeyse hayat kurtarıcı bir yöntemdir. Bu kalp hızlandırıcılarının vücut sıvılarına karşı tamamen sıkı kapatılması ve ameliyat sırasında parçacıkların dışarı çıkma riski olmadan cerrahi aletlerin birbirine bağlanması gerekiyor. Ancak, bu yöntemin seriye seriye ne kadar güvenilir olduğu dikkat çekiyor. Bu yüzden çoğu üreticinin size ISO 13485 ve AS9100 standartlarına uymak, günümüzde sadece masa bahislerinin olması için iyi bir şey olmadığını söyleyecekleri tam olarak bu.
Strateji: Entegrasyon Lazer Kaynağı Sık Tolerans Gerektiren Kritik Bileşenler İçin
Bu hassas işler için lazer kaynaklama yapmayı doğru yapmak, tüm parametrelerle birlikte en iyi noktayı bulmak demektir. Çoğu insan önce örnek eklemler üzerinde yıkıcı testler yaparak başlar. Bu da güç süresi için en iyi neyin çalıştığını bulmaya yardımcı olur. Genellikle 1 ila 20 milisaniye arasında bir zaman aralığında ve ışının tam olarak nereye odaklanacağını bulmaya yardımcı olur. Gerçek üretim sırasında, gerçek zamanlı olarak dikişleri takip edebilen görme sistemlerine sahip olmak da çok önemli hale geliyor. Bu sistemlerin, herhangi bir sorunu ortaya çıkardıkça yakalamak için en az 10 mikrometre çözünürlüğe ihtiyacı var. Elektrikli araç pillerinde sıklıkla görülen bu karmaşık bakır alüminyum eklemlerle çalışırken, metaller arası bileşiklerin oluşumunu yönetmek için özel ışın salınım kalıpları gereklidir. Ve güç geri bildirim mekanizmaları ile donatılmış otomatik armatürleri unutmayalım. Bu tür bir yapı, parçaları üretim süreleri boyunca tutarlı bir şekilde hizalar ve baştan sona 25 mikrometrelik bir varyasyonun altında olan sıkı tolerans aralığında kalır.
Sıcaklık Etkilenen Bölgeyi Minimize Etmek ve Distorsiyonu Azaltmak
Lazer kaynakla neden MIG/TIG yöntemlerine kıyasla daha az HAZ üretilir?
Lazer kaynak kullanıldığında ısı etkilenen alan, MIG veya TIG tekniklerine kıyasla çok daha küçüktür, çünkü lazerler enerjilerini mikronlarda ölçülen ışınlarla çok sıkı bir şekilde yoğunlaştırırlar. Geleneksel ark kaynak daha büyük yüzeylere ısı yayar, bu da HAZ'ı yaklaşık üç kat daha büyük hale getirebilir. Lazer ekipmanları ısıyı tam olarak ihtiyaç duyulan yere odaklar ve yakınlarda istenmeyen etkiler azalır. Araştırmalar, bu odaklı yaklaşımın test sırasında alınan termal görüntülere dayanarak HAZ boyutunu yüzde 60 ila 90 arasında bir yerde azalttığını gösteriyor. Bu, malzemeler için daha iyi orijinal özelliklerini koruyorlar ve normal kaynakla oluşan rahatsız edici tanecik değişiklikleri daha sık görülmüyor.
İnce Ölçümlü Metallerde ve Hassas Montajlarda Deformasyonun Önlenmesi
Lazer kaynak, geleneksel yöntemlere kıyasla çok daha küçük bir ısı etkilenen bölge yaratır ve bu da 1 mm'den küçük olan çok ince metallerde çarpıklık sorunlarını önlemeye yardımcı olur. Bu hassas elektronik parçalar veya tıbbi implantlar gibi küçük çarpıtmalar bile sorun yaratabilecek şeyler için çok önemlidir. Lazerlerin enerjilerini bu kadar küçük alanlara odaklama şekli, MIG veya TIG kaynaklarında oluşan rahatsız edici termal genişlemeleri durdurur. Bazı havacılık şirketleri, lazer teknolojisine geçtiği için, çarpık titanyum parçalarının sabitlenmesinde yüzde 75 oranında bir düşüş gördüler. Mantıklı çünkü kontrol edilen ısıtma her şeyi boyutsal olarak istikrarlı tutar ve aynı zamanda zaman içinde dayanıklı olan güçlü eklemler yaratır.
Isı hassas uygulamalarda, darbe içi soğutma sağlayan titreşimli dalga biçimleri kullanın. Enerjinin eşit bir şekilde dağıtılması için ışın salınımını uygulayın ve tam ölçekli üretimden önce termal profilleri doğrulamak için her zaman termokopül izleme ile deneme kaynakları gerçekleştirin.
Daha Hızlı Kaynak Hızları ve Daha Yüksek Üretim Hızları
Lazer kaynak makineleri, geleneksel yöntemlere kıyasla eşsiz bir üretim hızı sağlar ve üretim verimliliğini değiştirir. Bu sistemler, yüksek enerjili ışınları yoğunlaştırarak, maddeleri anında eritebilir ve füzyon yapabilirler. Bu sistemler, yay tabanlı süreçlerin daha yavaş ısıtıcı döngülerini ortadan kaldırır. Bu temel avantaj, üreticilerin daha önce geleneksel kaynak ekipmanlarıyla elde edilemeyen bir işlem vermesini sağlar.
Lazer ile Geleneksel Kaynak: Yüksek Hacimli Üretimde Hız Avantajları
Modern otomobil ve havacılık montaj hatlarında, lazer kaynakları 2025 yılında çıkan endüstri raporlarından gördüğümüzlere göre, eski MIG/TIG tekniklerinin dört ila beş katı hızla işleyebilir. Bu yöntemi bu kadar çekici kılan, elektrotların değiştirilmesine veya dolgu malzemelerinin çalışmalar sırasında ayarlanmasına gerek olmamasıdır. Bu da makinelerin kesintisiz olarak durmaksızın çalışabileceği anlamına gelir. Büyük üretim hacmi ile uğraşan üreticiler için, özellikle elektrikli araçlar için pil tepsileri yaparken, fark gece ve gündüz. Tek bir lazer kurulumunda bir saatte yüzlerce dikiş kaynaklanabilirken, geleneksel dükkanlarda aynı çıkış seviyelerine ayak uydurmak için birkaç farklı istasyona ihtiyaç duyulur.
Süreç verimliliği için Pulslu ve Sürekli Dalga Modlarının Kullanımı
İşletmeciler, en uygun enerji dağıtım modlarını seçerek verimi en üst düzeye çıkarırlar:
- Pulslu mod elektroniklerde hassas eklemler için kontrol edilen, aralıklı enerji patlamaları sağlar.
-
Sürekli dalga modu yapısal bileşenlerdeki derin nüfuz kaynakları için kesintisiz güç sağlar
Modern fiber lazerler (en fazla 10 kW çıkış) rejimler arasında gerçek zamanlı geçiş yapmayı sağlar, değişen malzeme kalınlıklarında kaynak bütünlüğünü korurken süreç değişim süresini % 30 azaltır.
Vaka Çalışması: Endüstriyel Üretim hattında %40'lık artış elde etmek
Bir gemi yapımcılığı üreticisi, batık kemer kaynakının yerini almak için dinamik ışın lazer teknolojisini uyguladı. Odak noktalarını ve güç parametrelerini optimize ederek, şunları elde ettiler:
| Metrik | Iyileştirme |
|---|---|
| Kaynak Hızı | +40% |
| Enerji Tüketimi | -60% |
| Doldurma malzemesi kullanımı | -90% |
| Bu endüstriyel dönüşüm, lazer sistemlerinin kalite standartlarını düşürerek ölçeklenebilir üretim büyümesini nasıl sağladığını göstermektedir. Teknolojinin minimum işleme sonrası gereksinimleri, öğütme ve yeniden işleme aşamalarını ortadan kaldırarak bileşenlerin işlem hızını daha da hızlandırdı. |
Farklı ve Gelişmiş Metallerde Kaynaklama'da Daha Çok Yönlü
Zorlu Malzeme Kombinasyonlarını Birleştirmek: Paslanmaz Çelikten Alüminyuma
Lazer kaynak teknolojisi, daha önce birlikte oynamayacakları metalleri birleştirmek konusunda eski sınırları aşmıştır. Son araştırmalar Frontiers in Physics dergisinde yayınlanmış, fiber lazerlerin bugünlerde paslanmaz çelikten alüminyuma yaklaşık %95 verimlilikle kaynak yapabileceğini gösteriyor. Bu metal kombinasyonun normal ark kaynak yöntemleriyle sürekli parçalanmasını göz önüne alırsak oldukça etkileyici. Sır, lazer dalga boylarını her malzeme türü için özel olarak ayarlayabilmektir. Alüminyum, ışığı çok yansıttığı için yaklaşık 1 mikrometre dalga boyuna ihtiyaç duyarken, çelik daha uzun 10.6 mikrometre ayarıyla daha iyi çalışır. Ayrıca, odaklı enerji dağıtımı eklemde oluşan o sinir bozucu metaller arası bileşiklerin oluşmasını önlemeye yardımcı oluyor. Tekne üreticileri bu gelişmeyi kullanıyor ve korozyona daha iyi dirençli ve eski zamanlarda geleneksel tekniklerle yapabildiklerinden yaklaşık yüzde 18 daha az ağırlıkta gövde inşa ediyorlar.
En iyi malzeme uyumluluğu için dalga boyunu ve gücü ayarlamak
| Parametre | Malzeme uyumluluğuna etkisi | Endüstriyel Uygulama Örneği |
|---|---|---|
| Kısa dalga boyu (1μm) | Alüminyum alaşımlarında yansıtıcılığı azaltır | Elektrikli araçlar için pil tepsisinin kaynaklanması |
| Yüksek güç (4kW+) | Titanyuma 12 mm'lik bir nüfuz sağlar. | Uçak motorları bileşenleri imalatı |
| Lazer parametrelerinin ayarlanması, üreticilerin eşsiz malzeme davranışlarını ele almasına izin verir. Örneğin, güç yoğunluğunu 103 W/cm2'ye düşürmek, 0,5 mm bakır levhalarda yanmayı önlerken, 500 Hz'de puls modları magnezyum eklemlerindeki gözenekliliği ortadan kaldırır. |
Hibrit Lazer-Ark Teknikleriyle Isı Genişleme Yanlış Uyumsuzluğunun Üstesinden Gelmek
Farklı metalleri birleştirme konusunda, melez lazer-guşalı kaynak özel bir şey sunar. Lazerlerin millimetre başına 140 joule civarında düşük ısı girişinden yararlanırken, hala yay kaynakının boşlukları kapatma yeteneğinden yararlanır. Bu kombinasyon, bakır ve çelik arasındaki yaklaşık 0,3 mm / mm'lik ısı genişleme farklılıklarının zor sorunu üstesinden gelmeye yardımcı olur. Birkaç santralde yapılan saha testleri, bu yöntemin kullanılmasının kaynaktan sonra ek işleme ihtiyacını yaklaşık %60 oranında azaldığını göstermiştir. Bu tekniği özellikle etkileyici kılan, geçen yıl Scientific Reports'ta yayınlanan araştırmaya göre enerji kaynakları arasında ne kadar hızlı bir şekilde geçiş yaptığıdır. Bu hızlı geçiş, mühendislerin nükleer reaktörlerdeki soğutucu su borularını, bu bileşenlerin çalışma ömrü boyunca binlerce ısı döngüsüne maruz kalmasına rağmen sürekli olarak kaynaklamasına olanak tanır.
Akıllı Üretim'de Uzun vadeli Maliyet Verimliliği ve Ölçeklenebilirlik
Başlangıç Yatırımı ile Otomasyon ve Düşük İşgücü Maliyetlerinden Geri Dönüşü Denge
Lazer kaynak makineleri, eski ekipmanlarla karşılaştırıldığında başlangıçta kesinlikle daha pahalıdır, ancak otomasyon ve daha düşük işgücü faturaları sayesinde şirketler zamanla para tasarrufu yapar. Bu otomatik sistemler, pratik işlerin azaltılmasını ve her gün ne kadar üretildiğini artırmasını sağlar. Böylece fabrikalar işçilerini iş büyümesi için daha önemli olan işlere taşıyabilir. Fabrika kurulumlarını güncellemekle ilgili bazı araştırmalar, üreticilerin akıllı teknolojiyi benimsemeleriyle iş akışlarının daha düzgün olduğunu ve ürün kalitesini feda etmeden işletme maliyetlerinin düştüğünü gösteriyor. Çoğu işletme, yatırımlarının iki ila üç yıl içinde geri ödün verdiğini görür çünkü daha az personele harcar ve daha az malzeme israf eder. Bu özellikle küçük tasarrufların hızlı bir şekilde toplandığı büyük miktarlarda ürün üreten yerler için mantıklı.
İşyerinde Güvenliği Artırmak İçin Duman, Radyasyon ve El İşlemleri Kısaltmak
Lazer kaynak ekipmanları, fabrika zeminlerini işçiler için çok daha güvenli hale getirir, çünkü geleneksel kemer kaynak tekniklerine kıyasla yaklaşık yüzde 70 daha az duman üretir ve radyasyon tehlikelerini azaltır. Modern lazer sistemleri kaynak sürecinde her şeyi kapalı tutan kabuklarla tasarlanmıştır. Böylece operatörler artık o zararlı parçacıkları solumayacak veya kör edici ışıkları doğrudan izlemeyecekler. Ayrıca, otomatik özellikler, yanık malzemeler ve elektrotlarla daha az doğrudan temas anlamına gelir. Bu da yanma riskini, sürekli tekrarlardan kaynaklanan el ve bileğin sorunlarını ve elektrik çarpması riskini azaltır. Bu teknolojiyi benimseyen fabrikalar genel olarak daha iyi güvenlik kayıtları, ayrıca kazalarla ilgili masraflar, kuralları takip etmeyen para cezası ve yaralı çalışanlar için sigorta ödemeleri için tasarruf rapor ediyor.
Lazer kaynak makinelerinin Endüstri 4.0 ve Otomatik Üretim Hatlarına entegrasyonu
Lazer kaynak teknolojisi, Endüstri 4.0'ı fabrika katlarında hayata geçirmek için, özellikle akıllı IoT üretim sistemleriyle eşleştirildiğinde kilit bir rol oynar. Modern lazer kaynak makineleri, doğrudan merkezi kontrol panellerine canlı veriler gönderir. Bu da fabrikaların ekipman arızasını önceden tahmin etmelerine, ürün kalitesini kontrol etmelerine ve operatörlerin süreçleri gerektiği gibi ayarlamalarına yardımcı olur. Fabrikalar bu bağlantı sayesinde beklenmedik kapanışlarda yaklaşık yüzde 30 ila 40 düşüşü rapor ediyor ve ayrıca ihtiyaç duyulduğunda daha fazla modüler otomasyon ünitesini ekleyerek üretimini artırabiliyorlar. Lazer kaynakının öne çıkmasını sağlayan şey, robot kolları ve taşıyıcı sistemleriyle ne kadar iyi çalıştığıdır. Farklı ürünler veya üretim süreleri arasında geçiş yaparken hızlı bir şekilde ayarlanabilen üretim kurulumları yaratır. Bu esneklik ürün değişimi sırasında parayı ve zamanı tasarruf eder.
SSS
Lazer kaynak nedir ve nasıl çalışır?
Lazer kaynak, malzemeleri bir araya getirmek için lazer ışını kullanan bir işlemdir. Lazer, malzemeyi küçük ve hassas bir alanda eriten yoğun bir ısı kaynağı sağlar ve son derece hassas kaynaklara olanak sağlar.
Lazer kaynak teknolojisinden hangi endüstriler yararlanıyor?
Otomobil, havacılık ve tıbbi ekipman imalatı gibi endüstriler, yüksek toleranslı bileşenler için kritik olan hassasiyeti ve tutarlılığı nedeniyle lazer kaynakından önemli ölçüde yararlanır.
Kaynatmada ısı etkilenen bölge (HAZ) nedir?
Isı etkilenen bölge, kaynak işleminde değişen malzemenin alanıdır. Lazer kaynak, geleneksel kaynak yöntemlerine kıyasla daha küçük bir HAZ üretir ve çarpımları en aza indirger.
Lazer kaynak üretim verimliliğini nasıl artırır?
Lazer kaynak, daha hızlı kaynak hızlarına izin vererek ve kaynak sonrası işleme ihtiyacını azaltarak üretim verimliliğini arttırır, bu da daha yüksek verimliliğe ve daha az duraklama süresine yol açar.
Lazer kaynak makineleri otomatik üretim hatlarına entegre edilebilir mi?
Evet, lazer kaynak makineleri otomatik üretim hatları ve Endüstri 4.0 sistemleriyle çok uyumludur, veri odaklı imalatı ve verimli süreç yönetimini kolaylaştırır.

