




Felsőbbrendű pontosság és pontosság th Lézerhegesztő Gép
Hogyan teszi lehetővé a nagy energia sűrűsége és a sugárpontosítás a mikronszintű hegesztést
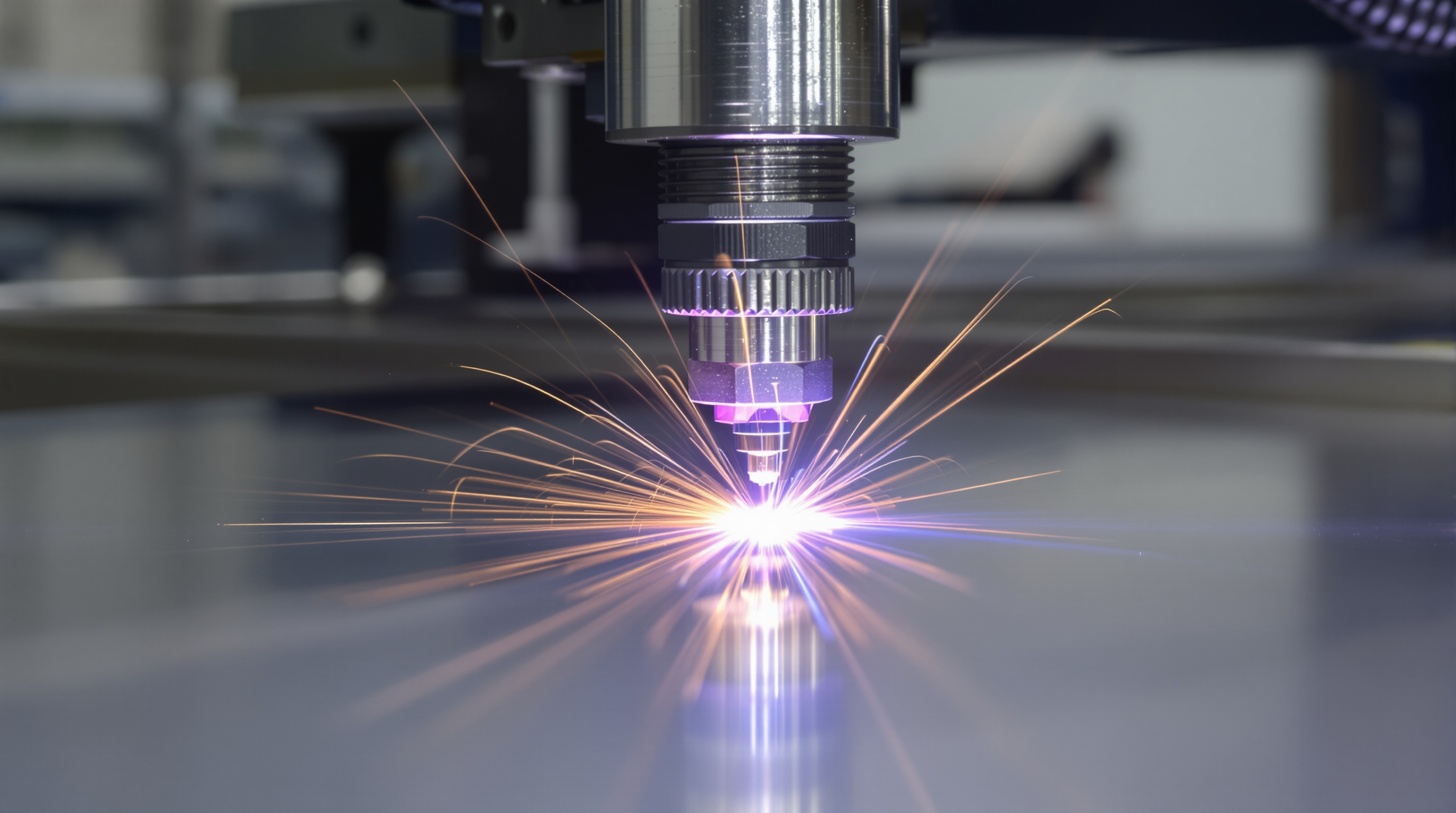
A lézeres hegesztő berendezések a mikron szintre jutnak, köszönhetően annak, hogy energiát koncentrálnak és irányítanak, hogy a sugarat hova találják. Ezek a gépek a lézerfényt 0,1 mm-nél kisebb foltokra fókuszálják, ami azt jelenti, hogy szuper intenzív hőt bocsátanak oda, ahol kell. Mi lett az eredménye? Húzódások, amik pontosan ott vannak, ahol kell, általában kb. 5 mikron távolságra a célponttól. A hagyományos ívhegesítéssel ellentétben, amely gyakran eltorzítja az anyagokat a nem egyenletes fűtés miatt, a lézerek lehetővé teszik a kezelők számára, hogy minden egyes ponthoz pontosan a megfelelő mennyiségű hőt kapcsolják be. Mivel nincs fizikai érintkezés, ezek a rendszerek a megfelelő mélyreható behatolást is meg tudják tartani, még bonyolult formáknál is. A végterméknek általában sokkal tisztább varrásai is vannak, így a gyárak kevesebb időt töltenek a hegesztés utáni tisztítási munkálatokon.
Alkalmazások a nagy tolerancia-tartalmú iparágakban: autóipar, űrkutatás és orvosi eszközök
A lézer hegesztés hihetetlen pontosságot biztosít, amellyel sok iparág nem tud élni, amikor olyan alkatrészeket gyárt, amelyeknek minden alkalommal helyesen kell működniük. Az autógyártók mindenhol használják ezt a technológiát, különösen azokban a kicsi üzemanyag-befecskendezőkben, amelyeknek 200 bar-ot meghaladó nyomást kell ellenőrizniük anélkül, hogy egyetlen csepp is kicsapna. Az égen a repülőgéptanárok lézerekre fordulnak, amikor turbinakapcsokat rögzítenek, mert a tökéletes hegesztésnél a legkisebb eltérés is számít. Itt egy haj szélességű 0,05 mm-es tűrést kell tartani. Az orvosi berendezések gyártói számára a lézeres hegesztés gyakorlatilag szó szerint életmentő. Szükségük van a pacemaker-tartályokra, amelyek teljesen szorosak a testfolyadékok ellen, és a sebészeti eszközök összefogására anélkül, hogy a műtétek során részecskék szabadon kerülnének valakiben. Ami azonban igazán kiemelkedik, az az, hogy ez a módszer mennyire megbízható, és folyamatosan működik, ezért mondják a legtöbb gyártó, hogy a szigorú ISO 13485 és AS9100 előírások nem csak szépek, hanem jó, ha van egy asztal.
Stratégia: Integráció Lézerüvölés kritikus alkatrészekhez, amelyek szigorú tűréshatárokat igényelnek
A legpontosabb lézerhegesztéshez a megfelelő pontosságot kell találni, és minden paramétert figyelembe venni. A legtöbb ember azzal kezd, hogy először néhány pusztító tesztet végez a mintaegységeken, ami segít kitalálni, mi működik a legjobban az energia tartamára, általában valahol 1 és 20 milliszekundum közötti impulzusidő között, és pontosan hol kell fókuszálni a sugarat. A tényleges gyártás során a real-time varrat nyomon követésére alkalmas látórendszerek is nagyon fontosak. Ezek a rendszerek legalább 10 mikrometers felbontásra van szükségük, hogy minden problémát felvegyék, amint megtörténik. Amikor olyan bonyolult réz-alumínium csatlakozásokkal dolgozunk, amelyek oly gyakran találhatók az elektromos járművek akkumulátorjaiban, speciális sugároszcilációs minták szükségesek a fémek közötti vegyületek kialakulásának kezelésére. És ne feledkezzünk meg az automata szerelvényekről, amelyek erővisszacsatolási mechanizmusokkal vannak felszerelve. Ez a fajta beállítás biztosítja, hogy a alkatrészek folyamatosan összehangolódjanak a gyártási ciklusokon, és a kezdetektől a végéig a 25 mikrometernél kisebb eltérésű szigorú tűrési tartományon belül maradjanak.
A hő hatására csökkentett zóna és csökkentett torzulás
Miért termel kisebb HAZ-t a lézeres hegesztés a MIG/TIG módszerekkel összehasonlítva?
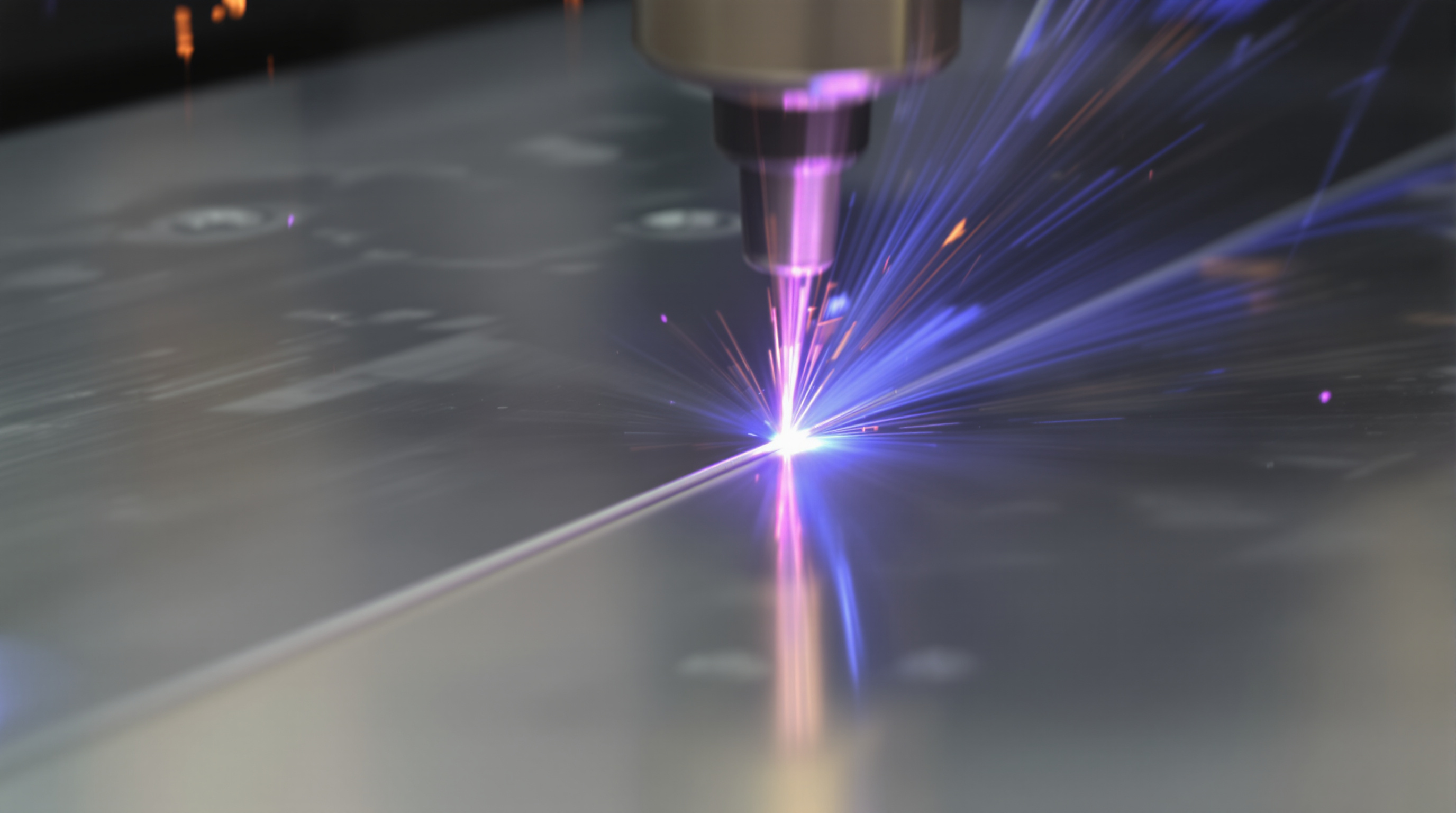
A lézeres hegesztés során a hő által érintett terület sokkal kisebb, mint a MIG vagy TIG technikáknál, mivel a lézerek olyan szorosan koncentrálják energiájukat a mikronokban mért sugarakkal. A hagyományos ívhegesítés nagyobb felületekre terjeszti a hőt, ami a HAZ-t körülbelül háromszor nagyobbá teheti. A lézeres berendezések pontosan oda irányítják a hőt, ahová kell, és így csökkentik a közelben lévő nemkívánatos hatásokat. A kutatások azt mutatják, hogy ez a fókuszált megközelítés 60-90 százalékkal csökkenti a HAZ méretét a vizsgálatok során készült hőképek alapján. Ez azt jelenti, hogy az anyagok jobban megőrzik eredeti tulajdonságaikat, és az irritáló mag-változások, amik a szokásos hegesztéssel történnek, nem fordulnak elő olyan gyakran.
A vékony méretű fémek és érzékeny szerkezetek eltorzításának megelőzése
A lézeres hegesztés a hagyományos módszerekkel összehasonlítva sokkal kisebb hőhatású zónát hoz létre, ami segít megelőzni a nagyon vékony, 1 mm-nél vastagabb fémek eltorzulását. Ez nagyon fontos olyan dolgoknál, mint a kényes elektronikai alkatrészek vagy az orvosi implantátumok, ahol még a kis torzulások is problémásak lehetnek. A lézerek energiájukat ilyen apró területekre összpontosítják, ami alapvetően megállítja azokat a zavaró hőkifejlődéseket, amik a MIG vagy TIG hegesztéssel történnek. Néhány űrkutató cég már 75%-kal csökkentette a torzított titán alkatrészek rögzítését, miután átálltak a lézer technológiára. Ennek van értelme, mert a szabályozott fűtés stabil dimenziót biztosít, miközben erős ízületeket hoz létre, amelyek idővel jól megmaradnak.
A hőérzékeny alkalmazásokhoz pulzussugárzó hullámformákat kell használni, amelyek lehetővé teszik az impulzusközi hűtést. A hőmérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-mérséklet-
Gyorsabb hegesztési sebesség és nagyobb termelési teljesítmény
A lézeres hegesztőgépek páratlan termelési sebességet biztosítanak a hagyományos módszerekkel összehasonlítva, ami a gyártási hatékonyságot átalakítja. A nagy energiájú gerincek összpontosításával, amelyek azonnal olvadnak és egyesülnek, ezek a rendszerek megszüntetik a görbén alapuló folyamatok lassabb fűtési ciklusait. Ez az alapvető előnye lehetővé teszi a gyártók számára, hogy korábban a hagyományos hegesztőberendezéssel elérhetetlen teljesítményt érjenek el.
Lézer és hagyományos hegesztés: a nagy mennyiségű gyártásban a sebesség előnyei
A modern autóipari és űrkutatási gyártósorokon a lézerforgás 4-5-szer gyorsabb, mint a régi MIG/TIG technikák, az iparági jelentések szerint, amelyek 2025-ben jelentkeznek. Ez a módszer azért olyan vonzó, mert nem kell cserélni az elektródákat, vagy a töltőanyagokat a működés közben, ami azt jelenti, hogy a gépek megszakítás nélkül működhetnek. A nagy mennyiségű gyártással foglalkozó gyártók, különösen az elektromos járművek akkumulátor-tartályának gyártása esetén a különbség éjjel és nappal van. Egyetlen lézerkészítmény óránként több száz varratot hegeszthet, míg a hagyományos műhelyek több különböző állomásra lenne szükségük, hogy a hasonló kimeneti szinteket elérjék.
A folyamathatékonyság javítása érdekében az impulzus és folyamatos hullámmódok kihasználása
Az üzemeltetők optimalizálják a teljesítményt azáltal, hogy az energiaellátás optimális módját választják:
- Pulzációs üzemmód szabályozott, időközönként áramló energia-robbanásokat biztosít az elektronikai elemek kényes ízületein.
-
Folyamatos hullámmód a szerkezeti alkatrészek mélysugárzó hegesztéseinek folyamatos áramellátását biztosítja
A modern szállaszerek (legfeljebb 10 kW kimeneti teljesítmény) lehetővé teszik a valós idejű üzemmódváltást, 30% -kal csökkentve a folyamatváltási időt, miközben a hegesztés integritását a különböző anyagvastagságokon keresztül megőrzik.
Eseményvizsgálat: 40%-os termelési növekedés az ipari gyártási vonalban
Egy hajógyár gyártója a víz alatti ívhegesztés helyettesítésére a dinamikus sugárlézer technológiát alkalmazta. A fókuszpontok és az energiaparaméterek optimalizálásával:
| A metrikus | Javításról |
|---|---|
| Hegesztési sebesség | +40% |
| Energiafogyasztás | -60% |
| A töltőanyagok használata | -90% |
| Ez az ipari átalakulás azt mutatja, hogy a lézerrendszerek miként teszik lehetővé a termelés méretezhető növekedését, miközben csökkentik a minőségi előírásokat. A technológia minimális utófeldolgozási követelményei tovább gyorsították a alkatrészek átvitelét a őrlés és az újrafeldolgozás szakaszainak megszüntetésével. |
Nagyobb sokoldalúság a különböző és fejlett fémek hegesztésében
A nehéz anyagkombinációk összekapcsolása: rozsdamentes acélból alumíniumba
A lézer hegesztési technológia áttörte a régi korlátokat, amikor olyan fémek összekapcsolására kerül sor, amik korábban nem játszottak együtt. A Frontiers in Physics című folyóiratban közölt friss kutatások szerint a szállaszerek ma már 95%-os hatékonysággal hegeszthetik a rozsdamentes acélt az alumíniumhoz. Ez elég lenyűgöző, figyelembe véve, hogy ez a fém kombináció mindig szakadt meg a szokásos ív hegesztési módszerekkel. A titok az, hogy a lézer hullámhosszokat speciálisan minden egyes anyagtípushoz igazíthatjuk. Az alumíniumnak 1 mikrometers hullámhosszra van szüksége, mert annyira tükrözi a fényt, míg a acél jobb a 10,6 mikrometerszínnél. Ráadásul a koncentrált energiaellátás segít megakadályozni, hogy az ízületben olyan idegesítő intermetallikus vegyületek alakuljanak ki. A hajóépítők már most is kihasználják ezt a fejlődést, hogy olyan hajótesteket építsenek, amelyek jobban ellenállnak a korróziónak, és közel 18%-kal kevesebb súlyúak, mint amit a hagyományos technikák segítségével tudtak volna előállítani.
Hullámhossz és teljesítmény beállítása az optimális anyag-kompatibilitás érdekében
| Paraméter | A tárgyilagosan összeegyeztethetőségre gyakorolt hatás | Ipari alkalmazási példa |
|---|---|---|
| Rövid hullámhossz (1μm) | Csökkenti az alumíniumötvözet tükröző képességét | Az elektromos járművek akkumulátor-tartályának hegesztése |
| Magas teljesítmény (4kW+) | 12 mm-es titán-behatolást tesz lehetővé. | Repülőgép-motorok alkatrészeinek gyártása |
| A lézerparaméterek kiigazítása lehetővé teszi a gyártók számára, hogy egyedi anyagviszonyokat kezeljenek. Például a 103 W/cm2-re csökkentett teljesítménysűrűség megakadályozza a 0,5 mm-es rézlapok átégését, míg a 500 Hz-es impulzus üzemmódok megszüntetik a magnézium-összekötők porositását. |
A hőkifejlődés-hiányos viszonyok leküzdése hibrid lézer ív technikákkal
A különböző fémek összekapcsolása során a hibrid lézer ív hegesztés különleges lehetőséget kínál. A laszerek alacsony hőhatásából, a milliméterenként 140 dzsoltból élvezi a hasznot, miközben a ívhegesítésnek a rések áthidalására való képességéből is profitál. Ez a kombináció segít megoldani a réz és acél közötti hőkifejlődéssel kapcsolatos nehézségeket, amelyek körülbelül 0,3 mm/mm lehetnek. Több erőműben végzett terepvizsgálatok kimutatták, hogy ez a módszer a hegesztés után mintegy 60%-kal csökkenti a további megmunkálási munka szükségességét. Ami ezt a technikát különösen lenyűgözővé teszi, az az, hogy milyen gyorsan vált az energiaforrások között - csak 0,1 másodpercben - a Scientific Reports című folyóiratban tavaly megjelent kutatások szerint. Ez a gyors átmenet lehetővé teszi a mérnökök számára, hogy folyamatosan hegesztse a hűtőfolyadék csöveket a nukleáris reaktorokban, annak ellenére, hogy ezek a komponensek több ezer hőcikluson keresztül élnek a működési életük során.
Hosszú távú költséghatékonyság és méretezhetőség az intelligens gyártásban
Az első beruházás és az automatizálásból származó megtérülés és a kisebb munkaerőköltségek kiegyensúlyozása
A lézeres hegesztőgépek kezdetben a régebbi berendezésekkel összehasonlítva biztosan drágábbak, de a vállalatok idővel pénzt takarítanak meg az automatizálásnak és az alacsonyabb munkaerőtöltésig. Ezek az automatizált rendszerek csökkentik a gyakorlati munkát, és növelik a napi termelés mennyiségét, így a gyárak olyan munkahelyekre tudnak költöztetni a dolgozóikat, amelyek sokkal fontosabbak az üzleti növekedés szempontjából. A gyárak beállításának frissítéséről végzett néhány kutatás azt mutatja, hogy amikor a gyártók intelligens technológiát alkalmaznak, a munkafolyamatuk zökkenőmentesebb, a működési költségek pedig csökkennek anélkül, hogy a termékminőséget áldozatul kellene venni. A legtöbb vállalkozás két-három éven belül megtérül a befektetése, mivel kevesebb pénzt költ a személyzetre és kevesebb anyagot pazarol. Ez különösen az olyan helyeken van értelme, ahol nagy mennyiségű terméket gyártanak, ahol minden kis megtakarítás gyorsan összegyűlik.
A munkahelyi biztonság javítása a füstök, sugárzás és kézi beavatkozás csökkentésével
A lézeres hegesztőberendezések sokkal biztonságosabbá teszik a gyárpadlókat, mivel a hagyományos ívhegesítési technikákkal összehasonlítva körülbelül 70 százalékkal kevesebb füstöt és sugárzási veszélyt termelnek. A modern lézerrendszereket olyan burkolatokkal tervezték, amelyek mindent megtartanak a hegesztési folyamat során, így a műszeres nem lélegzik be a káros részecskékbe, vagy nem bámulja a vakító fényeket. Ráadásul az automatizált funkciók kevesebb közvetlen érintkezést jelentenek a forró anyagokkal és elektródákkal, ami csökkenti a égési kockázatot, a kéz- és csuklóproblémákat a folyamatos ismétlésből, és az elektromos ütés kockázatát is. A gyártók, akik ezt a technológiát alkalmazzák, jobb biztonsági eredményeket jelentettek, plusz pénzt takarítottak meg a balesetekkel kapcsolatos költségek, a szabályokat nem betartó bírságok és a sérült munkavállalók biztosítási kifizetései tekintetében.
A lézeres hegesztőgépek integrálása az ipar 4.0-es és az automatizált gyártási vonalakba
A lézeres hegesztési technológia kulcsszerepet játszik az ipar 4.0-es életre keltésében a gyárban, különösen az intelligens IoT termelési rendszerekkel párosítva. A modern lézerhegesztők élő adatokat küldnek közvetlenül a központi vezérlőpanelnek, ami segít a gyáraknak előre jelezni a berendezések meghibásodását, mielőtt bekövetkezne, figyelemmel kíséri a termék minőségét, és lehetővé teszi a kezelők számára, hogy szükség szerint módosítsák a folyamatokat. A gyárak 30-40 százalékkal csökkentették a váratlan leállásokat, és a termelésük növelhető a moduláris automatizálási egységek hozzáadásával. A lézer hegesztés kiemelkedő tulajdonsága, hogy milyen jól működik a robotkarokkal és a szállítórendszerekkel, és olyan gyártási beállításokat hoz létre, amelyeket gyorsan beállíthatunk a különböző termékek vagy gyártási körök közötti váltás során. Ez a rugalmasság pénzt és időt takarít meg a termékváltások során.
GYIK
Mi a lézer hegesztés, és hogyan működik?
A lézer hegesztés egy olyan folyamat, amely egy lézersugár segítségével egyesíti az anyagokat. A lézer koncentrált hőforrást biztosít, amely kis és pontos területen olvadja meg az anyagot, így nagy pontosságú hegesztést lehet elérni.
Milyen iparágak élvezik a lézeres hegesztési technológia előnyeit?
Az olyan iparágak, mint az autóipari, aerosztályi és orvosi berendezések gyártása, jelentős mértékben részesülnek a lézer hegesztésből a pontosság és következetesség miatt, amelyek kritikusak a nagy toleranciaú alkatrészek számára.
A hegesztésnél mi a hőhatású zóna (HAZ)?
A hő hatására kialakult zóna az anyag azon területe, amelyet a hegesztési folyamat megváltoztat. A lézeres hegesztés kisebb HAZ-t hoz létre a hagyományos hegesztési módszerekkel összehasonlítva, minimalizálva a torzulást.
Hogyan növeli a lézer hegesztés a termelési hatékonyságot?
A lézeres hegesztés növeli a termelési hatékonyságot, mivel gyorsabb hegesztési sebességet tesz lehetővé, és csökkenti a hegesztés utáni feldolgozás szükségességét, ami nagyobb átviteli teljesítményt és kevesebb leállási időt eredményez.
A lézeres hegesztőgépek beépíthetők-e automatizált gyártási vonalakba?
Igen, a lézer hegesztőgépek nagyban kompatibilisek az automatizált gyártósorokkal és az Ipar 4.0 rendszerekkel, ami megkönnyíti az adatvezérelt gyártást és a hatékony folyamatkezelést.

